
Flade ovale rører flade ovale i tværsnit (lang akse 80-200mm, kort akse 30-80 mm), og problemer som tværsnitsskævhed og overdreven burr er tilbøjelige til at forekomme, når der skærer højre vinkler. Professionelle processer og værktøjer er påkrævet for at opnå præcis behandling for at sikre kvaliteten af efterfølgende svejsning eller montering.
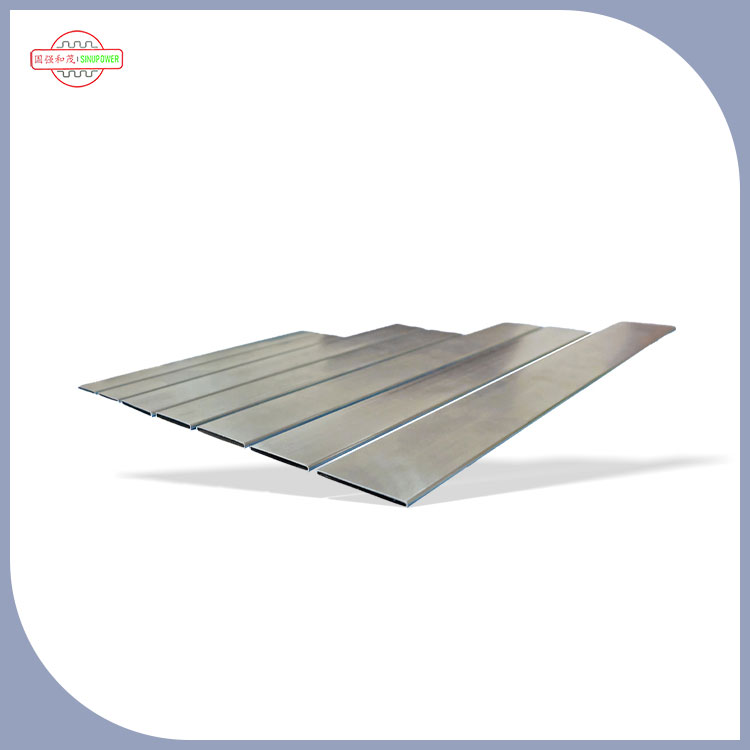
Sværhedsgraden ved at skære koncentreres om tværsnitsegenskaberne. Den asymmetriske struktur af flade ovale rør gør det vanskeligt at sikre den rigtige vinkelnøjagtighed af den traditionelle metode i én størrelse, der passer til alle. Hvis skærevinklen er større end 1 °, vil røvfuggappen overstige 0,5 mm, hvilket påvirker svejsestyrken. Når rørvægtstykkelsen (normalt 2-5 mm) er ujævn, er lokal overophedning og deformation desuden tilbøjelige til at forekomme. Især ved behandlingen af materialer i rustfrit stål vil høj temperatur medføre oxidskala til at danne, hvilket øger de efterfølgende slibningsomkostninger.
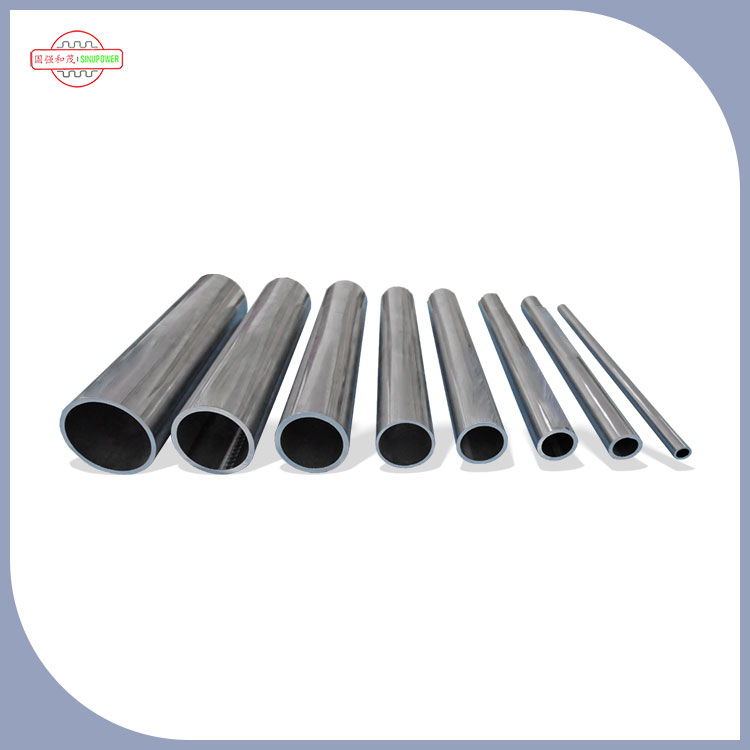
Valg af værktøj skal matche materialet og specifikationerne. For flade ovale ovale rør med lavt kulstofstål anbefales plasmaklipning (nuværende 80-120A) med en skærehastighed på 10-15 mm/s, og sektionens lodrethedsfejl kan kontrolleres inden for 0,3 mm/m; For materialer i rustfrit stål foretrækkes laserskæring (effekt 500-1000W), som indser, at kontaktløs behandling gennem højenergi-lysstråler transmitteres af optisk fiber, med en varmepåvirket zone på <0,1 mm for at undgå intergranulær korrosion. Tyndvæggede rør (tykkelse <3 mm) kan bruge CNC-trådskæring med en nøjagtighed på ± 0,01 mm, hvilket er egnet til behandling af præcisionskomponent.
Driftsprocessen fokuserer på placering og parameterindstilling. Før skæring skal rørbeslagene fastgøres med inventar for at sikre, at skærelinjen er vinkelret på aksen (afvigelse ≤0,5 °), og armaturets klemmekraft styres ved 5-10MPa for at forhindre deformation; Under plasmaklipning holdes dysen 3-5 mm væk fra rørvæggen, og gastrykket (luft eller nitrogen) indstilles til 0,6-0,8MPa for at undgå bue-divergens; Laserskæring skal justere fokuspositionen i henhold til vægtykkelsen, og fokuset på tykkevæggede rør justeres ned til 1/3 af rørvæggen for at forbedre skæreindtrængningen.
Efterfølgende behandling påvirker den endelige kvalitet. Efter skæring kræves en vinkelslibemasse (med et 120-grus slibestjul) for at fjerne burrs for at gøre tværsnitsgruheden RA≤12,5μm; Rør i rustfrit stål skal passiveres (nedsænket i salpetersyreopløsning i 10-15 minutter) for at forhindre rust på udskæringen. For scener med krav til høj præcision (såsom biludstødningsrørsamling) skal den rigtige vinkelafvigelse påvises af et tre-koordinat måleinstrument for at sikre, at det opfylder tolerancestandarden på ± 0,1 °.
Skære højre vinkler på FLat ovale rørKræver overvejelse af både udstyrsydelse og procesdetaljer. Gennem præcis placering, parameteroptimering og efterfølgende behandling kan der opnås et glat tværsnit og en præcis vinkelforarbejdningseffekt, hvilket giver en grundlæggende garanti for tætning og strukturel styrke af rørledningsforbindelsen.