
Sinupower undersøger hvordanRektangulære røropfører sig under skære-, bore- og svejseprocesser i moderne fremstillingsmiljøer, hvor geometri og materialerespons direkte påvirker præcision og strukturel pålidelighed i downstream-applikationer.
I fabrikationsværksteder behandles rektangulære hule profiler ofte som ligefremme konstruktionselementer, men virkeligheden er mere nuanceret. Deres flade overflader, skarpe hjørner og variable vægtykkelsesadfærd introducerer unikke udfordringer sammenlignet med cirkulære profiler. Hvert trin – skæring, boring og svejsning – kræver omhyggelig kontrol af stress, varme og deformation for at opretholde dimensionsnøjagtighed og funktionel stabilitet.
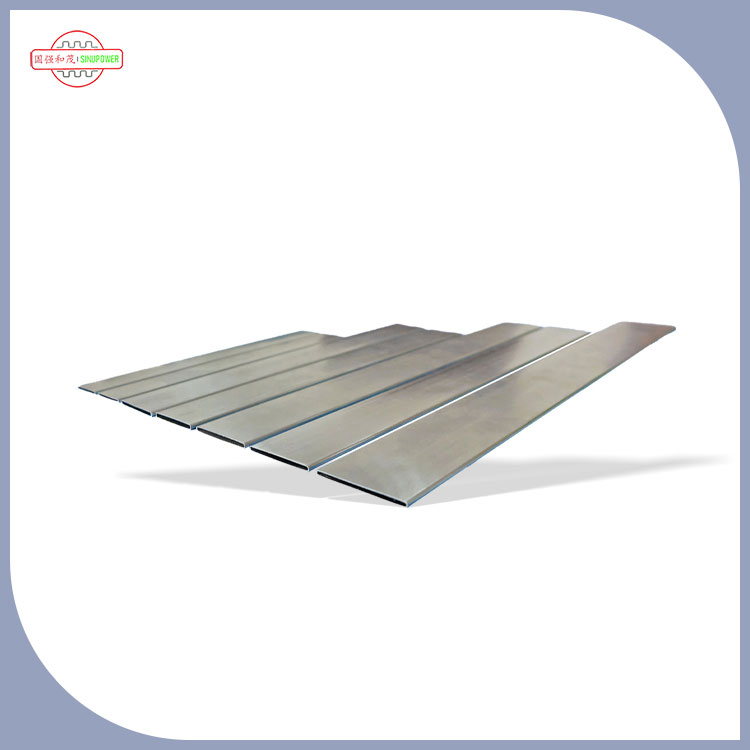
Rektangulære rør bruges i vid udstrækning i systemer, hvor pladseffektivitet og belastningsfordeling har betydning. Men deres geometri skaber ujævne spændingskoncentrationspunkter, især i hjørner.
I modsætning til runde rør, hvor kræfterne fordeler sig jævnt langs krumningen, koncentrerer rektangulære profiler spændingen langs kanterne. Denne egenskab bliver især vigtig under fremstillingsprocesser, hvor mekanisk kraft og termisk input kan ændre den strukturelle integritet, hvis den ikke kontrolleres korrekt.
Den rektangulære form introducerer tre vigtige tekniske effekter:
- Hjørnespændingsforstærkning
- Ujævn varmefordeling under svejsning
- Retningsafhængig stivhed
Disse effekter påvirker, hvordan hvert fabrikationstrin planlægges og udføres.
Skæring er det første trin, hvor rektangulære rør begynder at vise geometriafhængig adfærd. Uanset om der bruges mekaniske save, slibesystemer eller termiske skæremetoder, reagerer materialet forskelligt langs flade overflader i forhold til hjørner.
Ved mekanisk skæring:
- Flade overflader tillader stabil klingekontakt
- Hjørner har tendens til at generere vibrationsspidser
- Gratdannelse er mere sandsynlig ved kantudgange
Stivheden af rektangulære sektioner betyder, at skærekræfterne ikke absorberes jævnt, hvilket kræver kontrollerede tilspændingshastigheder for at undgå forvrængning.
Når der anvendes termiske metoder, introducerer lokal opvarmning ekspansionsforskelle på tværs af rørvæggen. Fordi rektangulær geometri har flere termiske baner, spredes varmen ujævnt, hvilket nogle gange forårsager en lille vridning, hvis afkølingen ikke er afbalanceret.
Boring introducerer en af de mest interessante vekselvirkninger mellem værktøjskraft og materialegeometri. De flade ansigter afRektangulære rørtillade stabil værktøjsindgang, men indre spændingsfordeling ændres, når boret trænger ind.
Under boring:
- Indledende kontakt er stabil på grund af plan overfladeunderstøttelse
- Mid-penetration skaber spånophobningszoner
- Udgangsfasen genererer ofte deformationsrisiko
Udgangssiden er særligt følsom, fordi materialestøtten er reduceret, hvilket fører til potentiel gratdannelse eller let ovalisering af huller.
Efterhånden som boret skrider frem, omfordeles spændingen langs rørvæggene. Hjørner kan enten absorbere eller reflektere spændinger afhængigt af tykkelse og materialesammensætning. Dette gør borekonsistensen afhængig af både foderstyring og kølestrategi.
Svejsning er hvor rektangulære rør viser deres mest komplekse fysiske respons. Kombinationen af varmetilførsel og geometrisk begrænsning fører til lokaliseret ekspansion, sammentrækning og resterende spændingsdannelse.
I modsætning til cirkulære sektioner, der tillader en jævnere varmespredning, koncentrerer rektangulære profiler termisk energi langs svejsesømme og hjørner. Dette skaber:
- Ujævn kølehastighed
- Lokaliseret forvrængning nær leddene
- Restspændingsakkumulering langs kanter
Når det svejste område afkøles, trækker sammentrækningskræfterne ujævnt hen over flade paneler. Dette kan føre til let bøjning eller vinkelforvrængning, hvis det ikke afbalanceres gennem kontrolleret sekvensering.
| Procesfase | Hovedudfordring | Rektangulær røradfærd | Kontrol fokus |
| Skæring | Kantvibration | Stresskoncentration i hjørner | Foder stabilitet |
| Boring | Udgangsdeformation | Ujævn stressfrigivelse | Support & køling |
| Svejsning | Termisk forvrængning | Hjørnevarmeakkumulering | Varmebalance |
| Efterbehandling | Dimensionel korrektion | Resterende stressafspænding | Justeringskontrol |
Denne sammenligning fremhæver, hvordan hver fase introducerer forskellige mekaniske og termiske reaktioner, der skal styres uafhængigt.
Rektangulære rørs opførsel er ikke kun geometriafhængig, men også materialeafhængig. Aluminium, kobberlegeringer og stålbaserede strukturer reagerer hver især forskelligt på mekaniske og termiske input.
Aluminiumsbaserede profiler:
- Høj varmeledningsevne
- Hurtigere varmeafledning under svejsning
- Mere tilbøjelig til lokaliseret deformation ved overophedning
Stålbaserede profiler:
- Højere strukturel stivhed
- Langsommere varmespredning
- Bedre modstand mod boring-induceret deformation
Materialevalget påvirker, hvor aggressivt hvert fremstillingstrin kan udføres uden at gå på kompromis med den strukturelle stabilitet.
Overfladekvalitet efter skæring er en kritisk indikator for fremstillingskontrol. Rektangulær geometri introducerer unik overfladeadfærd:
- Flade flader bevarer glattere skærelinjer
- Hjørner viser ofte mikrospåner
- Gratdannelse har en tendens til at koncentrere sig ved udgangskanterne
Opretholdelse af ensartet kantkvalitet kræver afbalancering af værktøjets skarphed, fremføringshastighed og vibrationskontrol.
I højpræcisionsapplikationer bruges sekundær efterbehandling ofte til at stabilisere kantgeometrien før efterfølgende fremstillingsstadier.
En af hovedudfordringerne ved fremstilling af rektangulære rør er at opretholde huller på tværs af plane overflader.
Faktorer, der påvirker nøjagtigheden:
- Variation i rørets vægtykkelse
- Værktøjsafbøjning under belastning
- Varmeopbygning under kontinuerlig boring
Fejljustering er mere sandsynlig, når flere huller bores i rækkefølge uden at tillade termisk genvinding af materialet.
Svejsestrategi spiller en afgørende rolle for at minimere forvrængning. Fordi rektangulær geometri begrænser naturlige ekspansionsveje, skal varme fordeles i kontrollerede sekvenser.
Almindelige stabiliseringsmetoder:
- Skiftende svejseretninger
- Korte segmenterede svejsegennemløb
- Kontrollerede køleintervaller
Disse metoder reducerer akkumuleringen af resterende spænding langs lange kanter.
Under fremstillingen kan rektangulære rør opleve tre hovedforvrængningstyper:
- Vinkeldeformation ved hjørner
- Flad overflade bøjning på grund af termisk kontraktion
- Torsionsvrid fra ujævn svejsesekvens
Hver type er knyttet til en anden fremstillingsfase og kræver målrettede korrektionsmetoder.
En central indsigt i moderne forarbejdning er, at skæring, boring og svejsning ikke er uafhængige trin. Hver fase påvirker den næste.
For eksempel:
- Skære-induceret mikrostress kan forstærke boreafvigelse
- Opbygning af borevarme kan påvirke svejsestabiliteten
- Svejseforvrængning kan ændre den endelige dimensionelle nøjagtighed
Denne indbyrdes forbundne adfærd gør procesplanlægning væsentlig snarere end valgfri.
Fra et ingeniørmæssigt synspunkt opfører rektangulære rør sig som begrænsede energisystemer under fremstilling. Mekanisk kraft, termisk input og strukturel geometri interagerer kontinuerligt.
I stedet for at behandle hver proces isoleret, fokuserer moderne fremstillingsmetoder på:
- Spændingskortlægning på tværs af rørstrukturen
- Forudsigelse af varmeflow under svejsning
- Vibrationskontrol under skæring og boring
Denne integrerede visning hjælper med at reducere kumulativ deformation på tværs af stadier.
Rektangulære profiler bruges almindeligvis i systemer, der kræver kompakt strukturel støtte og retningsbestemt belastningsfordeling, såsom:
- Varmevekslerenheder
- Strukturelle rammesystemer
- Lukkede væskekanaler
- Modulære mekaniske understøtninger
I disse miljøer påvirker fremstillingspræcision direkte systemets stabilitet og langsigtede ydeevne.
Rektangulære rørs opførsel under skæring, boring og svejsning er styret af samspillet mellem geometri, materialeegenskaber og procesenergi. Hvert trin introducerer særskilte mekaniske og termiske udfordringer, som skal håndteres for at opretholde strukturel integritet og dimensionel konsistens.
Inden for denne ramme,Sinupower Heat Transfer Tubes Changshu Ltd.fortsætter med at undersøge fremstillingsdynamikker afRektangulære rørsom en del af bredere forskning i præcisionsrørbehandling og udvikling af varmeoverførselskomponenter.